Організація виробництва - Гриньова В. М. - 14.2. Особливості організації однопредметної потокової лінії
Організація Однопредметної безперервно-потокової лінії (ОБПЛ) - найбільш удосконалена форма організації потокового виробництва. Виокремлюють такі її ознаки:
- норми часу виконання операцій дорівнюють або кратні тактові (ритмові);
- предмети праці переміщуються з одного робочого місця на інше без пролежування (рівнобіжний вид руху);
- колена операція закріплена за визначеним робочим місцем (вузька спеціалізація робочих місць);

- робочі місця розташовані в порядку послідовності робочого процесу (принцип прямоточності).
Якщо тривалість кожної операції дорівнює тактові (під час поштучної передачі) або ритмові (під час передачі партіями), то для кожної операції досить одного робочого місця і вироби через однакові інтервали часу будуть передаватися з попередньої операції на наступну. Якщо тривалість операції кратна тактові, то на робочих місцях, що паралельно працюють з кожною операцією, буде оброблятися одночасно кілька виробів, що надходять у визначеній послідовності.
Основними календарно-плановими нормативами ОБПЛ є:
- такт або ритм потоку;
- кількість робочих місць за операціями і на всій потоковій лінії;
- період конвеєра і система адресування;
- довжина стрічки конвеєра;
- швидкість руху стрічки конвеєра і пропускна спроможність потокової лінії;
- величина заділів і незавершене виробництво;
- потужність, споживана конвеєром;
- тривалість виробничого циклу.
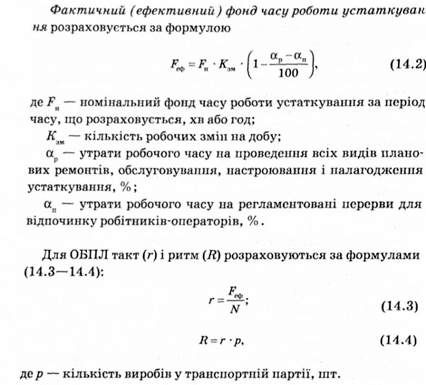
Для розрахунку такту (ритму) потокової лінії насамперед повинні бути визначені: програма запуску продукції на лінію за період, що розраховується; фактичний (ефективний) фонд часу роботи устаткування за цей самий період; норми часу на виконання кожної операції.
Програма запуску обчислюється для того, щоб врахувати відсівання продукції на технологічні втрати (виготовлення пробних деталей під час налагодження устаткування) або через брак. Розрахунок програми запуску здійснюється на основі даних про програму випуску за формулою
Кількість робочих місць (одиниць устаткування) для ОБПЛ за кожною операцією визначається за формулою
Якщо норми часу на операціях рівні або кратні тактові, то під час розрахунку кількість робочих місць дорівнює цілому числу. Якщо процес не цілком синхронізований, то в результаті розрахунку кількість робочих місць виходить дробовим. Після відповідного аналізу його необхідно округлити до більшого або меншого цілого числа. Це буде прийнята кількість
Робочих місць для кожної j-ї операції. Перевантаження передбачається в межах 5-6 % па кожне робоче місце.
Розрахунок потрібної кількості робочих місць (одиниць устаткування) па всій лінії здійснюється підсумовуванням кількості устаткування за всіма операціями технологічного процесу.
Під час організації безперервно-потокового виробництва має чітко витримуватися режим, що полягає в подачі виробів на робочі місця однаковими партіями через однакові проміжки часу. Ця умова виконується в тому разі, якщо як транспортні засоби використовуються транспортні, робочі і розподільні конвеєри.
Період конвеєра використовується для адресування виробів на робочі місця. Стрічка розмічається так, щоб період у загальній довжині стрічки повторювався цілу кількість разів. Кожен розмічальний знак проходить повз кожне робоче місце через той самий інтервал часу, дорівнює тактові, помноженому па кількість розмічальних знаків у періоді. Після розмітки стрічки конвеєра розмічальні знаки закріплюються за робочими місцями відповідно до тривалості виконання кожної операції.
Після розрахунку періоду конвеєра, розмітки стрічки і закріплення розмічальних знаків за робочими місцями визначають робочу (L ) і повну (Ln) довжину стрічки конвеєра за формулами (14.6-14.7):
На ОБПЛ робітники зобов'язані виконувати свою операцію в установлений час, що дорівнює тактові або кратний йому. Це забезпечується чіткою регламентацією роботи транспортних засобів, зокрема встановленням для конвеєрів визначеної швидкості.
Швидкість конвеєра повинна забезпечувати не тільки задану йому пропускну здатність, а й зручність та безпеку праці. Діапазон найбільш раціональних швидкостей - 0,5-2,5 м/хв (для конвеєрів з безперервним рухом), 20-40 (для стрічкових конвеєрів пульсуючої дії) і 0,1-4 м/хв (для конвеєрів з безперервним рухом під час передачі виробів транспортними партіями).
На ОБПЛ створюються заділи трьох видів: технологічні, транспортні та резервні (страхові).
Технологічний заділ відповідає тій кількості виробів, що в кожен певний момент часу перебуває в процесі обробки на робочих місцях.
Транспортний заділ складається з такої кількості виробів, що в кожсп момент часу перебуває в процесі транспортування на конвеєрі.
На ОБПЛ із застосуванням пульсуючого або робочого конвеєра транспортний заділ збігається з технологічним.
Резервний (страховий) заділ створюється на найбільш відповідальних і нестабільних за часом виконання операціях, а також на контрольних пунктах. Цей заділ перебуває в тій стадії технологічної готовності, що відповідає певній операції, і має заповнювати недостачу деталей під час відхилення від заданого такту на кожній операції. Величина цього заділу встановлюється на основі аналізу ймовірності відхилення від заданого такту роботи на певному робочому місці (у середньому 4-5 % змінного завдання).
Загальна величина заділу на ОБПЛ визначається за формулою
Величина незавершеного виробництва на ОБПЛ у нормо-годинах (без обліку витрат праці в попередніх цехах) розраховується за формулою

Для ОБПЛ тривалість виробничого циклу визначається графічно (складається стандарт-план роботи лінії), а також аналітично (розрахунок здійснюється за формулами).
Тривалість виробничого циклу - це період від надходження предмета праці на першу операцію потокової лінії до його виходу з неї. Стандарт-план визначає спосіб і період передачі деталей з операції на операцію.
Як зазначалося, однопредметні перервно-потокові лінії (ОППЛ) широко застосовуються в механообробних цехах масового і великосерійного виробництв, а також у складальних цехах, якщо робота пов'язана з використанням устаткування або якщо на деяких проміжних операціях з'являється брак. У всіх цих випадках технологічні операції синхронізовані. Унаслідок нерівності або некратності операцій тактові (ритмові) на таких лініях неможливо досягти безперервності обробки предметів, роботи устаткування і праці робітників-операторів. Через порушення безперервності виробничого процесу необхідно створювати міжопераційні оборотні заділи. Крім того, це призводить до простоїв устаткування.
Рух предметів праці на ОППЛ здійснюється послідовно. На кожній операції обробка - визначеної кількості предметів праці відбувається безупинно, а на наступні операції вони подаються частинами, найчастіше поштучно, безпривідними транспортними засобами, що працюють з вільним ритмом.
Для того щоб звести до мінімуму наявність оборотних заділів, а також час простоїв устаткування і робітників, необхідно установити найбільш доцільний регламент роботи лінії. З цією метою визначаються такі календарно-планові нормативи:
- укрупнений такт (ритм) потокової лінії;
- кількість робочих місць за операціями і на всій потоковій лінії;
- стандарт-план роботи потокової лінії;
- розмір і динаміку руху міжопераційних оборотних заділів;
- тривалість виробничого циклу.
Розрахунок укрупненого такту (ритму) потокової лінії здійснюється за формулою, аналогічною до формули визначення такту для ОБПЛ. Однак потрібно врахувати деякі особливості. По-перше, ОППЛ, як правило, працює з вільним тактом (ритмом), тому в ефективний фонд часу роботи лінії не включаються регламентовані перерви. По-друге, за наявності браку за деякими проміжними операціями технологічного процесу визначаються своя програма запуску і свій такт (ритм) для кожної операції.
Кількість робочих місць (одиниць устаткування) для ОППЛ за кожною операцією і па всій потоковій лінії, а також коефіцієнт їхнього завантаження визначаються так само, як і для ОБПЛ (див. формулу 14.5). При цьому середньозважений коефіцієнт завантаження устаткування на ОППЛ пе має бути нижчий 0,75.
Стандарт-план ОППЛ складається на період обороту. Робота з цього плану повторюється доти, поки діє певна виробнича програма.
Період обороту - це важливий параметр перервно-потокової лінії, від вибору якого залежать такі показники, як використання устаткування і часу роботи робітників, розміри заділів та ін. Як правило, у практичній діяльності за величину періоду обороту на ОППЛ приймається одна зміна або півзміни.
Стапдарт-план потокової лінії будується у вигляді таблиці. У ній записуються всі операції технологічного процесу і норми часу їхнього виконання; проставляється такт потоку і визначається необхідна кількість робочих місць за кожною операцією й у цілому на лінії; закріплюються номери за робочими місцями і визначається їхнє завантаження; будується графік роботи устаткування за кожною операцією і розраховується потрібна кількість виробничих робітників для кожної операції; будується графік регламентації праці на лінії і розподіляється завантаження між виробничими робітниками шляхом підбору робіт; розраховується остаточна кількість виробничих робітників, яким присвоюються умовні знаки або номери, і встановлюється порядок обслуговування робочих місць.
Як правило, на ОППЛ утворюються заділи чотирьох видів: технологічні, транспортні, страхові і міжопераційні оборотні. Методика розрахунку перших трьох аналогічна заділам на ОБПЛ (див. формулу 14.8).
Міжопераційний оборотний заділ - це кількість предметів праці, призначених для вирівнювання продуктивності на суміжних операціях, що знаходяться на робочих місцях у очікуванні процесу обробки. Оборотні заділи дають змогу організовувати безперервну роботу на робочих місцях протягом більш-менш тривалого часу. Характерною ознакою оборотних заділів є зміна їхньої величини протягом години від нуля до максимальної величини. Розміри їх, як правило, настільки значні, що весь розрахунок заділів на таких лініях зводять до розрахунку тільки міжопераційних оборотних заділів, незважаючи на порівняно невелику частину трьох перших заділів.
Розрахунок міжопераційних оборотних заділів виробляється за стандарт-планом ОППЛ між кожною парою суміжних операцій. Для цього весь період обороту розбивається на частини, кожна з яких характеризується незміною кількістю працюючих одиниць устаткування на суміжних операціях. Розмір оборотного заділу між двома суміжними операціями на кожному приватному періоді визначається за формулою
Розрахункова величина міжопераційних оборотних заділів може бути позитивною або негативною. Позитивна величина заділу свідчить про збільшення його за період х, негативна - про зменшення.
Схожі статті
-
Організація виробництва - Гриньова В. М. - 14.1. Класифікація потокових ліній
14.1. Класифікація потокових ліній Розвиток предметної форми спеціалізації цехів машинобудівних підприємств приводить до створення потокового виробництва...
-
14.1. Класифікація потокових ліній Розвиток предметної форми спеціалізації цехів машинобудівних підприємств приводить до створення потокового виробництва...
-
Організація виробництва - Гриньова В. М. - Метод групової організації виробництва
Цей метод використовується під час виготовлення виробів одного найменування або конструктивного ряду і передбачає сукупність таких спеціальних прийомів...
-
Організація виробництва - Гриньова В. М. - Метод організації потокового виробництва
Цей метод використовується під час виготовлення виробів одного найменування або конструктивного ряду і передбачає сукупність таких спеціальних прийомів...
-
Організація виробництва - Гриньова В. М. - 13.3. Особливості організації предметно-замкнутих ділянок
Як зазначалося, на предметно-замкнутих ділянках відбувається повна обробка деталей (або майже повна, без окремих операцій), у результаті якої виходить...
-
Організація виробництва - Гриньова В. М. - 5.4. Організація праці на робочих місцях
Основною одиницею комплексного аналізу й удосконалення організаційного розвитку підприємства є робоче місце - основна ланка виробничого процесу й елемент...
-
Організація виробництва - Гриньова В. М. - Метод організації індивідуального виробництва
Методи організації виробництва становлять сукупність способів, прийомів і правил раціонального поєднання основних елементів виробничого процесу в...
-
Виробничий цикл складного (складального) процесу становить загальну тривалість комплексу координованих у часі простих процесів, що входять у складний...
-
Методи організації виробництва становлять сукупність способів, прийомів і правил раціонального поєднання основних елементів виробничого процесу в...
-
Організація виробництва - Гриньова В. М. - 4.5. Типи виробництва, їх техніко-економічні особливості
Організація виробничих процесів, вибір найбільш раціональних методів підготовки, планування і контролю за виробництвом багато в чому визначаються типом...
-
Організація виробництва - Гриньова В. М. - 5.1. Трудовий процес як елемент виробничого процесу
5.1. Трудовий процес як елемент виробничого процесу Трудовий процес - це процес прямого чи опосередкованого впливу працівника через технічні засоби на...
-
За формою відображення витрат і результатів праці виокремлюють два види норм. До першого належать ті з них, що подані у витратній формі: норма часу на...
-
Як зазначалося, на предметно-замкнутих ділянках відбувається повна обробка деталей (або майже повна, без окремих операцій), у результаті якої виходить...
-
Організація виробництва - Гриньова В. М. - Побудова стандарт-плану ПЗД
Як зазначалося, на предметно-замкнутих ділянках відбувається повна обробка деталей (або майже повна, без окремих операцій), у результаті якої виходить...
-
Організація виробництва - Гриньова В. М. - Розрахунок розміру партії деталей кожного найменування
Як зазначалося, на предметно-замкнутих ділянках відбувається повна обробка деталей (або майже повна, без окремих операцій), у результаті якої виходить...
-
Організація виробництва - Гриньова В. М. - 5.5. Удосконалення організації праці
Напрями вдосконалення організації праці на підприємстві передбачають оптимізацію всіх її елементів, забезпечення їх відповідності технічним параметрам...
-
Організація виробництва - Гриньова В. М. - 10.2.3. Ремонтні нормативи
Ефективність застосування системи ППР прямо залежить від досконалості нормативної бази, відповідності нормативів умовам експлуатації устаткування. Від...
-
Організація виробництва - Гриньова В. М. - Тема 5. ОРГАНІЗАЦІЯ ТРУДОВИХ ПРОЦЕСІВ І РОБОЧИХ МІСЦЬ
5.1. Трудовий процес як елемент виробничого процесу Трудовий процес - це процес прямого чи опосередкованого впливу працівника через технічні засоби на...
-
Під час предметно-гру пової форми організації непотокового виробництва створюються предметні, групові або подетально групові ділянки на основі...
-
Під час предметно-гру пової форми організації непотокового виробництва створюються предметні, групові або подетально групові ділянки на основі...
-
Організація виробництва - Гриньова В. М. - Тема 6. НОРМУВАННЯ ПРАЦІ
6.1. Роль і місце нормування праці в ринковій економіці До функцій, які дійснює держава в умовах ринкової економіки, не належить централізований контроль...
-
Організація виробництва - Гриньова В. М. - 6.1. Роль і місце нормування праці в ринковій економіці
6.1. Роль і місце нормування праці в ринковій економіці До функцій, які дійснює держава в умовах ринкової економіки, не належить централізований контроль...
-
9.1. Зміст і завдання організації технічного обслуговування виробництва Нормальний хід виробничого процесу може протікати тільки за умов безперервного...
-
9.1. Зміст і завдання організації технічного обслуговування виробництва Нормальний хід виробничого процесу може протікати тільки за умов безперервного...
-
Організація виробництва - Гриньова В. М. - Обробні підрозділи
Значна частина деталей машин, технологічного устаткування, транспортних засобів підлягає механічній обробці. Механічна обробка характеризується: -...
-
Основними напрямами вдосконалення організації енергетичного господарства підприємства й підвищення ефективності його роботи є; - розробка нових методів...
-
Планування ремонтних робіт полягає у складанні загальних річних, уточнених квартальних і місячних планів ремонтів за цехами і заводу в цілому. Плани...
-
Організація виробництва - Гриньова В. М. - Тема 9. ОРГАНІЗАЦІЯ ТЕХНІЧНОГО ОБСЛУГОВУВАННЯ ВИРОБНИЦТВА
9.1. Зміст і завдання організації технічного обслуговування виробництва Нормальний хід виробничого процесу може протікати тільки за умов безперервного...
-
Обслуговування й експлуатація устаткування на підприємствах нашої країни проводяться за єдиною системою планово-попереджувальних ремонтів (ППР). Ця...
-
Мета створення підприємства (виробничої системи) пов'язана з вибором елементів, масштабом, організаційним типом виробництва та іншими чинниками. Цілі та...
Організація виробництва - Гриньова В. М. - 14.2. Особливості організації однопредметної потокової лінії