Менеджмент сервісу - Сахно Є. Ю. - 4.3. Несправності та відмови машин
Основною причиною несправності машин є зношування. Зношування - безупинний процес [30].
Зношування - процес руйнації і відокремлення матеріалу з поверхні твердого тіла і (або) накопичення залишкової деформації під час тертя, що виявляється в поступовій зміні розмірів і (або) форми. При зношуванні змінюються розміри, маса деталі, її геометрична форма (наприклад, з'являються огранка, овальність, конусність шийок валів) і мікрогеометричні параметри (шорсткість поверхні), на поверхнях з'являються подряпини, щербини та інші ушкодження. Під дією сил тертя, динамічних чинників (вібрацій, ударних навантажень та ін.) і природних процесів (старіння матеріалів та ін.) відбуваються структурні та фізико-хімічні зміни в матеріалі деталі, з'являються поверхневі напруги, що призводять до мікротріщин, кристалічна решітка ущільнюється, як наслідок виникає поверхневий наклепаний шар і т. п.
Основними показниками процесу зношування є час, швидкість руху, тиск, температура, поверхнева зносостійкість і шорсткість. Інтенсивність зносу (розмір зносу за одиницю часу) залежить від зазначених показників.
Існують такі види зношування:
Механічне зношування Відбувається внаслідок механічних взаємодій. Корозійно-механічне зношування - результат механічної взаємодії, що супроводжується хімічною і (або) електричною взаємодією матеріалу деталі із середовищем. Найхарактерніший для машин його різновид - окисне зношування. При цьому на поверхнях, що контактують, унаслідок дифузії кисню утворюється тверда та крихка оксидна плівка, яка прискорює процес зношування. До цього зношування схильні шийки колінчастих і розподільних валів, поршневих пальців і т. д.
Абразивне зношування - це процес зіскоблювання з поверхні деталі дуже дрібних часток металу сторонніми частками (наприклад, продуктами забруднення мастил і палив), що знаходяться в зоні тертя, а також безпосереднього контактування з абразивним середовищем (робочі органи машин, ходові пристрої гусеничних машин і т. п.).
Ерозійне та гідроерозійне зношування - механічне зношування внаслідок впливу потоку рідини і (або) газу (сорочка охолодження, головка блока, випускні клапани і т. п.).
Гідроабразивне (газоабразивне) зношування - результат дії твердих часток, завислих у рідині (газі), які переміщуються щодо зношуваного тіла. Гідроабразивному зношуванню підлягають деталі дизельної паливної апаратури, гідравлічних систем і т. п., газоабразивному - деталі вихлопної системи двигуна.
Втомленісне зношування - механічне зношування внаслідок втомленісної руйнації при повторному деформуванні мікрооб'ємів матеріалу поверхневого шару. Цей вид зношування характерний для деталей, що працюють в умовах знакозмінних і ударних навантажень (шатунів, колінчастих валів, поршневих пальців, ресор і т. п.).
Кавітаційне зношування - результат гідроерозійного зношування, яке відбувається під час руху твердого тіла щодо рідини, при якому бульбашки газу закриваються поблизу поверхні, що створює місцеве підвищення тиску або температури. Цього зношування зазнають стінки деталі сорочки охолодження, відцентрових насосів (лопаток і т. п.).
Зношування при заїданні - результат охоплення мікронерівностей сполучуваних поверхонь деталей, глибинного виривання матеріалу і його переносу з однієї поверхні на іншу. Особливо схильні до цього зношування важконавантажені деталі шийки колінчастих валів і розподільних валів, поршня і т. д.
Зношування при фреттінзі Відбувається тоді, коли деталі мають малі коливальні переміщення (кільця шарико - і роликопідшипників).
Окисне зношування Характеризується тим, що основний вплив на зношування має хімічна реакція матеріалу з киснем або середовищем, що окисляє. Цьому виду зношування піддаються деталі рухомих з'єднань, на поверхні яких утворюється плівка твердого розчину кисню, що руйнується на дрібні частки.
Електроерозійне зношування - результат впливу розрядів при проходженні електричного струму (електроди свіч запалювання, контакти переривача-розподільника, магнето і реле-регулятора, щітки й колектори стартерів і генераторів, клеми електроприладів і т. п.).
Знос - це результат зношування, що виявляється у вигляді зміни розмірів та інших параметрів і властивостей матеріалу деталі. Знос вимірюється в лінійних одиницях, в одиницях маси та ін.
Допустимий знос - значення зносу, при якому виріб зберігає працездатність.
Граничний знос - знос, що відповідає граничному стану зношування виробу або його складової частини. При досягненні граничного зносу подальша експлуатація деталі або сполучення неприпустима. При аварійних зносах (поломках) експлуатація деталей неприпустима.
Закономірність зносу деталей у рухомих з'єднаннях подана на рис. 4.1.
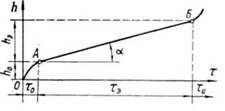
Рис. 4.1. Графік закономірності зносу деталей у рухомих з'єднаннях
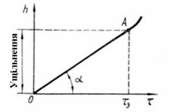
Рис. 4.2. Графік закономірності зносу деталей у нерухомих з'єднаннях
О - А - ділянка обкатки (припрацювання) деталей. У період обкатки (h0) дещо швидко відбувається знос (τ0) деталі, при цьому шорсткість поверхні зменшується. А - Б - ділянка природного зношування, тобто період нормальної експлуатації τЕ. У цей період шорсткість поверхні практично залишається постійною величиною. Зноси на цій ділянці перебувають у допустимих межах. Після точки Б відбувається інтенсивне зношування, шорсткість поверхні різко збільшується, з'являється стук в з'єднаннях. Робота з'єднання повинна бути припинена, тому що може настати руйнація деталі (аварійний знос). У точці Б граничний знос, за нею - період інтенсивного зношування.
У нерухомих з'єднаннях внаслідок контактного тиску поверхневий шар металу деталей ущільнюється, поступово зменшується натяг, а потім переходить у зазор. Характер зносу деталі в цьому випадку показаний на рис. 4.2. О - А - ділянка природного зношування (ущільнення металу), тобто період нормальної експлуатації τЕ. У цей період натяг зберігається в допустимих межах. Після точки А натяг переходить у зазор (граничний знос), нерухоме з'єднання стає рухомим. Робота деталі (з'єднання) повинна бути припинена. Чим менше значення кута а похилої кривої, тим більший термін роботи деталі (з'єднання). Термін (час) роботи деталі визначають за формулою τГ = HГ / Tgа.
Методи визначення зносу деталей: вимірювання за допомогою універсальних і спеціальних способів мікрометрування, профілографування, зважування, використання штучних баз і радіоактивних ізотопів, виявлення заліза в мастилі та ін. Останні три методи належать до непрямого визначення зносу деталей.
Метод мікрометричного вимірювання - один із найпростіших і найрозповсюдженіших прийомів визначення зносу. При цьому потрібний розмір деталі визначається вимірюванням за допомогою штангенциркулів, мікрометрів, індикаторних приладів до і після дослідження. За різницею розмірів роблять висновки про лінійний знос. Для визначення дуже малих зносів (наприклад, у прецизійних деталях: плунжерах, нагнітальних клапанах, золотниках гідравлічних систем та ін.) використовують профілографи.
Зважування широко застосовується для визначення зносу деталей у лабораторних умовах. Знос маси визначають за зміною маси зразка до і після дослідження. Цей метод не можна застосовувати, якщо головним зносом є пластична деформація поверхневих шарів матеріалу деталі.
Метод штучних баз, розроблений М. М. Хрущовим і Е. С. Берковичем, полягає в тому, що на поверхні тертя за допомогою спеціального інструмента вирізають лунку із заздалегідь заданим геометричним профілем. За зміною глибини лунки визначають величину лінійного зносу. Метод відзначається високою точністю, тому що дно вирізаної лунки є постійною базою для виміру.
Метод радіоактивних ізотопів заснований на вимірі кількості радіоактивної речовини в мастилі спеціальними лічильниками. За зміною кількості цієї речовини і роблять висновки про наростання зносу. Радіоактивну речовину (ізотопи вольфраму, сурми, кобальту і т. п.) вводять у деталь під час лиття, гальванічного нарощування, дифузійного насичення і т. п.
Успішно використовують для визначення зносу деталей двигуна та інших складальних одиниць метод хімічного аналізу відпрацьованого мастила. За кількістю заліза та інших продуктів зношування в мастилі роблять висновки про розмір зносу.
Перевага двох останніх методів у тому, що для визначення зносу немає потреби розбирати машини. Проте метод визначення кількості заліза в мастилі дає сумарний знос усіх сполучених деталей, а не кожної окремо.
Основними заходами щодо зменшення інтенсивності зношування є: своєчасне і якісне проведення операцій технічного обслуговування та ремонту; застосування паливно-мастильних матеріалів, зазначених у заводських інструкціях; добір механізаторів відповідної кваліфікації; нанесення на поверхню деталі твердих покриттів (гальванічним і електроіскровим нарощуванням, наплавленням, напіканням); зміцнення поверхонь деталі термохімічними способами, накатуванням (розкочуванням), наклепуванням (створення напружень стискання на поверхні деталі); ретельна механічна обробка (шліфування, полірування і т. п.).
Схожі статті
-
Менеджмент сервісу - Сахно Є. Ю. - 4.2. Якість і надійність машин
Якість машини - це сукупність властивостей, що визначають її здатність виконувати свої функції відповідно до ергономічних, естетичних, економічних та...
-
Менеджмент сервісу - Сахно Є. Ю. - 1.2. Місце сервісу в операційній системі підприємства
У системі підприємства розрізняють такі операції як види діяльності: 1. Виробництво: фізичні матеріали перетворюються на продукти, які продають...
-
Менеджмент сервісу - Сахно Є. Ю. - 2. Перехідний період
Кожна фірма, що виводить свій товар на ринок, хоче, щоб етап зростання життєвого циклу її товару продовжувався якомога довше. За допомогою розумної...
-
Менеджмент сервісу - Сахно Є. Ю. - 4. Етап спаду
Кожна фірма, що виводить свій товар на ринок, хоче, щоб етап зростання життєвого циклу її товару продовжувався якомога довше. За допомогою розумної...
-
Менеджмент сервісу - Сахно Є. Ю. - 3. Етап зрілості
Кожна фірма, що виводить свій товар на ринок, хоче, щоб етап зростання життєвого циклу її товару продовжувався якомога довше. За допомогою розумної...
-
Менеджмент сервісу - Сахно Є. Ю. - 1. Етап швидкого зростання
Кожна фірма, що виводить свій товар на ринок, хоче, щоб етап зростання життєвого циклу її товару продовжувався якомога довше. За допомогою розумної...
-
Менеджмент сервісу - Сахно Є. Ю. - 1.1. Види і особливості послуг як об'єкта комерційної діяльності
Особливості послуг як товару. Способи забезпечення відповідності попиту на послуги їх пропозиції. Класифікація та систематизація послуг. 1.1. Види і...
-
Технічна служба сервісу машин. Види робіт, які виконуються. Види послуг, які надаються. Основні завдання служби сервісу. Принципи та підходи надання...
-
Менеджмент сервісу - Сахно Є. Ю. - 2.3. Операції купівлі-продажу послуг
Комерційному підприємництву на ринку послуг властиві загальні ознаки економічної діяльності. Водночас воно має певний специфічний зміст, спрямованість,...
-
Менеджмент сервісу - Сахно Є. Ю. - 2.2. Підприємництво і основні операції з надання послуг
Комерційному підприємництву на ринку послуг властиві загальні ознаки економічної діяльності. Водночас воно має певний специфічний зміст, спрямованість,...
-
Менеджмент сервісу - Сахно Є. Ю. - Види сервісу за складом робіт
Придбані вироби експлуатуються користувачами протягом усього терміну служби. Деталі, що виходять з ладу, періодично замінюються, частково втрачені...
-
Менеджмент сервісу - Сахно Є. Ю. - Фірмовий сервіс
Придбані вироби експлуатуються користувачами протягом усього терміну служби. Деталі, що виходять з ладу, періодично замінюються, частково втрачені...
-
Менеджмент сервісу - Сахно Є. Ю. - Види сервісу за часом його здійснення
Існує ряд загальноприйнятих норм при наданні сервісних послуг, дотримання яких застерігає від помилок при роботі з клієнтами [32]: 1. Обов'язковість...
-
Завдання і значення технічного обслуговування, ремонту і експлуатації машин. Якість і надійність машин. Несправності та відмови машин....
-
Менеджмент сервісу - Сахно Є. Ю. - ТЕМА 4. СИСТЕМА І ВИДИ ТЕХНІЧНОГО ОБСЛУГОВУВАННЯ ТА РЕМОНТУ МАШИН
Завдання і значення технічного обслуговування, ремонту і експлуатації машин. Якість і надійність машин. Несправності та відмови машин....
-
Менеджмент сервісу - Сахно Є. Ю. - 3.3. Класифікація сервісу
Існує ряд загальноприйнятих норм при наданні сервісних послуг, дотримання яких застерігає від помилок при роботі з клієнтами [32]: 1. Обов'язковість...
-
Менеджмент сервісу - Сахно Є. Ю. - 3.2. Принципи сучасного сервісу
Існує ряд загальноприйнятих норм при наданні сервісних послуг, дотримання яких застерігає від помилок при роботі з клієнтами [32]: 1. Обов'язковість...
-
Технічна служба сервісу машин. Види робіт, які виконуються. Види послуг, які надаються. Основні завдання служби сервісу. Принципи та підходи надання...
-
Особливості послуг як товару. Способи забезпечення відповідності попиту на послуги їх пропозиції. Класифікація та систематизація послуг. 1.1. Види і...
-
Менеджмент сервісу - Сахно Є. Ю. - 3.4. Життєвий цикл сервісних послуг
Для врахування фактору часу, необхідно чітко розділити поняття "життєвий цикл" і "термін служби (життя) ". На відміну від класичного поняття "життєвий...
-
Менеджмент сервісу - Сахно Є. Ю. - 2.4. Державне регулювання ринку послуг
Організаційно-правове регулювання взаємодії суб'єктів бізнесу на ринку послуг є системою державних заходів, спрямованих на розвиток, вдосконалення та...
-
Менеджмент сервісу - Сахно Є. Ю. - 1.4. Систематизація послуг
Класифікація послуг - процес розподілу видів, різновидів послуг на відокремлені класи і категорії. У процесі класифікації послуг використовують різні...
-
Менеджмент сервісу - Сахно Є. Ю. - 1.3. Класифікація і загальна характеристика послуг
Класифікація послуг - процес розподілу видів, різновидів послуг на відокремлені класи і категорії. У процесі класифікації послуг використовують різні...
-
Менеджмент сервісу - Сахно Є. Ю. - 2.1. Дозвільні документи на надання послуг
Ліцензування та патентування сервісної діяльності. Основні операції з надання послуг. Визначення валового доходу від надання послуг. Державне регулювання...
-
Менеджмент сервісу - Сахно Є. Ю. - ТЕМА 2. ОРГАНІЗАЦІЯ НАДАННЯ ПОСЛУГ
Ліцензування та патентування сервісної діяльності. Основні операції з надання послуг. Визначення валового доходу від надання послуг. Державне регулювання...
-
Менеджмент сервісу - Сахно Є. Ю. - ВСТУП
Сервісне обслуговування машин та устаткування, їх ремонт поряд з оновленням матеріально-технічного потенціалу промисловості і сільського господарства є...
-
У зв'язку з тим, що умови формування й недоліки витратної та результатної теорії аналогічні, можна представити алгоритми розрахунку економічної оцінки О...
-
Фінансовий менеджмент - Крамаренко Г. О. - Методи фінансового контролю
У процесі контролю фінансово-господарської діяльності підприємства виявляються окремі недоліки і накреслюються заходи для усунення цих порушень....
-
Бюджетний менеджмент - Панкевич Л. В. - 3.2. Організація бюджетного планування
3.1. Сутність бюджетного планування У бюджетному процесі значну роль відіграє бюджетне планування, оскільки від правильного визначення планових...
-
Фінансовий менеджмент - Крамаренко Г. О. - 1.2. Сутність, мета і завдання фінансового менеджменту
В умовах ринкової економіки управління різними аспектами діяльності підприємства неможливе без вирішення проблем фінансового характеру. Аналіз...
Менеджмент сервісу - Сахно Є. Ю. - 4.3. Несправності та відмови машин